Analiz için toz numune hazırlamanın en yaygın yolu borat füzyon prosesidir. Numunenin eser miktarda fazla lityum tetraborat
ile füzyonunu ve düz yüzeyli bir cam bilyeye dökümünü içerir. Füzyon işlemi sırasında numunenin fazları cam
benzeri boratlara dönüştürülerek XRF analizi için mükemmel şekilde boyutlandırılmış homojen bir boncuk elde edilir.
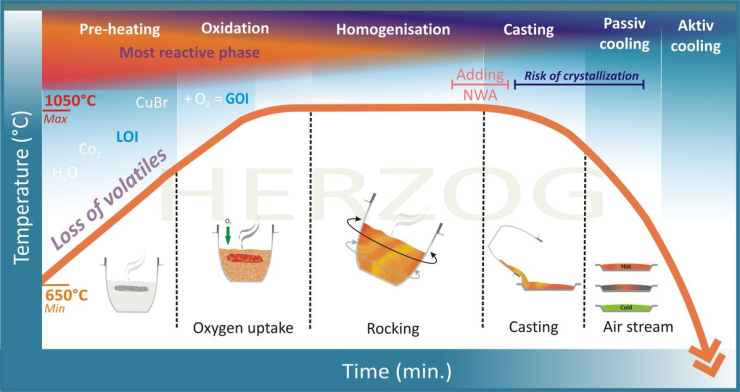
İlk adımda, ince öğütülmüş numune %95 platin, %5 altın pota içinde bir borat fluks (genellikle lityum) ile karıştırılır.
Daha sonra kroze, numune akış içinde çözülene kadar 1000°C'nin üzerindeki sıcaklıklara ısıtılır. Eriyiğin çalkalanması,
füzyon sırasında homojenleşmeyi desteklemek için kullanılır. Eriyiğin platin eşyaya yapışmasını azaltmak için ıslatmayan
bir madde (bromür, iyodür veya flor) eklenebilir.
Numune tamamen oksitlenmemişse, genellikle bir oksitleyici eklemek ve füzyondan önce daha düşük sıcaklıklarda oksitlemeye
başlamak zorunludur. Oksitlenmemiş metaller, platin ile ötektik bir alaşım oluşturarak erime noktasının düşmesine ve
ardından potanın tahrip olmasına neden olabilir.
FÜZYON SÜRECİNİN AŞAMALARI
Füzyon yoluyla numune hazırlama, birkaç nedenden dolayı çok yüksek düzeyde analitik doğruluk sağlar. İlk olarak,
aynı bileşime sahip eritilmemiş numuneler, mineraloji ve parçacık boyutuna göre birbirinden farklı olabilir.
Bu, farklı element sayımı oranlarına neden olabilir. Numunelerin füzyonu genellikle bu faktörleri ortadan
kaldırır ve doğruluğu artırır. İkinci olarak, füzyon işlemi numunenin seyreltilmesini gerektirir.
Bu, elementler arası etkileşimin ve matris etkilerinin azalmasına yol açar. Üçüncüsü, füzyon kalibrasyonu
önemli ölçüde kolaylaştırır. Bir yandan, geniş bir malzeme yelpazesi için mükemmel şekilde matris uyumlu
standartlar üretmek mümkündür. Öte yandan, referans standartlar yoksa sentetik standartlar da uygulanabilir.
Buna göre standartlar, kalibrasyon eğrileri oluşturmak için çoklu regresyon analizinden gerek kalmaksızın
neredeyse her tür numune için sentetik olarak hazırlanabilir.
Füzyon, XRF, AA ve ICP analizi için örnek hazırlamada çok önemli bir adımdır. Füzyon, analiz sonuçlarının
kesinliğini olumsuz yönde etkileyebilecek sistematik hatalardan kaçınmak için mükemmel bir yöntemdir.
Füzyon, homojen olmayan tane boyutu dağılımı, mineralojik etkiler veya numune yüzeyinden
kaynaklanan hataları ortadan kaldırmak için en basit ve en güvenilir yaklaşımdır.
Füzyon, genellikle asit sindirimi ile hazırlanması zor olan oksit örneklerini kolayca çözebilir.
Silika, alümina, zirkonya ve diğerleri gibi dirençli malzemelerin geleneksel asitle parçalanma işlemi uzun
zaman alır ve genellikle yalnızca kısmi çözünmeye yol açar. Numunenin tamamen çözünmesi, analitik
sonuçların doğruluğunu ve güvenilirliğini artırmak için önemli bir belirleyicidir.
KATKI MADDELERİ
Akı olarak lityum borat veya sodyum borat mevcuttur. Genellikle, lityum borat, numune materyalindeki
sodyum elementinin analizine müdahale etmediği için daha sık kullanılır. Ayrıca sodyum boratın aksine
cam disk yüzeyinde su tutulmasına yol açmaz. Lityum borat, lityum tetraborat Li2B4O7 (LiT) ve lityum
meta-borat LiBO2 (LiM) olarak mevcuttur. LiT, LiM veya her ikisinin karışımı seçimi, diğerlerinin
yanı sıra, istenen erime noktasına ve numunenin asit/bazlılığına bağlıdır. LiT bazik oksitlerle,
LiM asidik oksitlerle reaksiyona girer. Mümkünse akı ve numune kombinasyonu nötr olmalıdır.
Oksidanlar, füzyon işlemine başlamadan önce numunenin tüm bileşiklerinin oksitlenmesini sağlar.
Oksidasyon, platin aksamın ciddi hasar görmesini önlemek için kritik bir adımdır.
Alüminosilikat refrakterler
Alüminyum cevherleri
Karbürler
Çimento, ham karışım ve bitmiş beton
Krom cevherleri ve refrakterler
Kömür külleri ve fırın birikintileri
Bakır cevherleri; cüruflar ve konsantreler
Demir cevherleri; demir ve ilgili cüruflar
Demir sinterler; çelik cürufları ferro alaşımlar
Kurşun cevherleri ve cürufları
Manganez cevherleri ve cürufları
Metal alaşımları
Mineraller ve cevherler
Niyobyum ve tantal cevherleri
Alkali toprak cevherleri
Silikatlar ve alüminosilikatlar
Fosfat ve karbonat kayaçları
Topraklar
Kalay cevherleri ve konsantreleri
Titanyum cevherleri
Tungsten cevherleri
Kaynak akıları
Zirkonlar: silisyum ve bor karbürler
Otomasyon ve yarı oatomasyona dayalı Herzog Füzyon
Cihaz seçeneklerimizi görmek için aşağıdaki linki tıklayınız.
Pres işlemlerinden önce, yeterli homojenliği garanti etmek için malzeme ince bir şekilde öğütülmelidir.
HERZOG, numune malzemenin öğütülmesi için farklı boyutlarda ve konfigürasyonlarda çok çeşitli titreşimli
değirmenler sunmaktadır. Çok sert malzemeler (örn. silisyum karbür), yüksek kaliteli bir analizi garanti
etmek için yeterince ince bir tane boyutuna kadar öğütülebilir. Öğütme işlemlerinde ulaşılabilir incelik, program parametrelerinin
yanı sıra aşağıdaki faktörlere de bağlıdır:
Malzeme
Giriş miktarı
Öğütmede kullanılan yardımcı malzemeler
Malzemenin öğütücüye girişteki başlangıç tanecik boyutu
XRF analizlerinde genellikle numunenin < 75 μm tane boyutuna kadar
öğütülmesi gerekir. Yeterli aşınma direncini garanti etmek için öğütme kapları aşınmaya dayanıklı malzemelerden
yapılmalıdır. Eğer numune çok sert mineral fazları içeriyorsa ve aşındırıcı özelliklere sahipse
(örn. klinker, silisyum karbür, vb.) bu durum öğütme sırasında kullanılan öğütme taşlarının
ve öğütme teknesinin kaçınılmaz olarak aşınması anlamına gelir. Uygulamaya bağlı olarak, öğütme kabı uygun
şekilde sert olmalıdır ve analitik açıdan kontaminasyona sebep olabilecek bir element içermeyen bir kimyasal bileşime
sahip olmalıdır. Analizde yanıltıcı sonuçlara sebep olabilecek elementlerin girişini önlemek için farklı öğütme hazneleri mevcuttur.
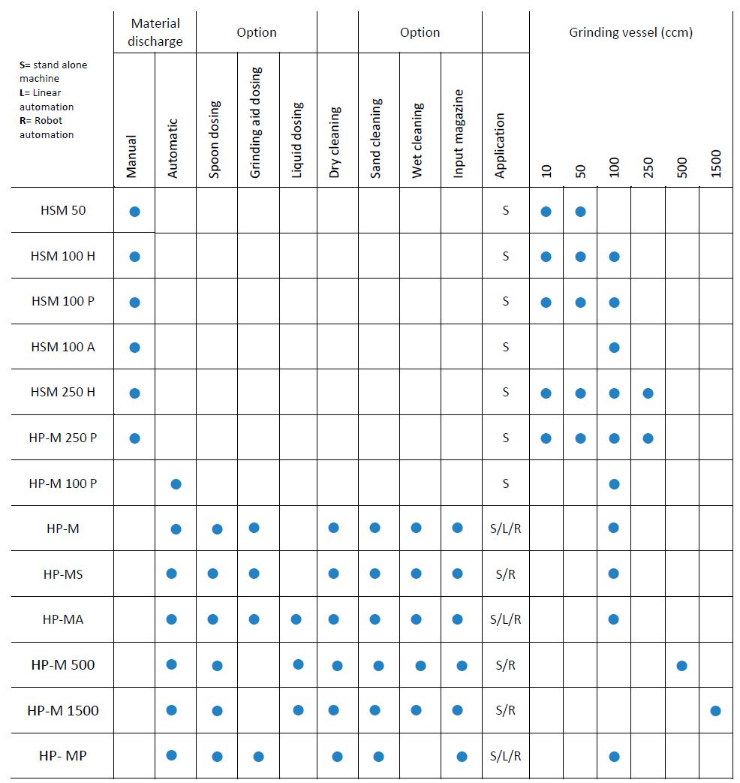
Genel olarak, manuel değirmenlerle (10, 50, 100 ve 250 cm³) öğütme için kullanılabilen dört öğütme kabı hacmi vardır.
Otomatik değirmenlerde sadece 100 cm³'lük öğütme hazneleri kullanılır. Daha büyük tutucularda daha küçük öğütme kapları
kullanılıyorsa, adaptör olarak ara halkalar ve ara parçalar kullanılabilir.
HSM 250 H/HSM 250 P ve HSM 100 H/HSM 100 P değirmen tipleri için gerekli bileşenler aşağıdaki Şekil'de gösterilmiştir.
Bu değirmen tiplerinin maksimum hızları 1470 rpm'dir.
Otomasyon ve yarı oatomasyona dayalı Herzog Halkalı Öğütücüler (Pulverizing)
Cihaz seçeneklerimizi görmek için aşağıdaki linki tıklayınız.
Örnek malzemenin XRF ve XRD spektroskopisi için öğütülmesi ve pelet haline getirilmesi, yalnızca birincil
ekstraksiyon endüstrisinde değil, birçok endüstriyel süreçte yerleşik bir prosedürdür. HERZOG, manuel makinelerden
tam otomatik laboratuvar çözümlerine kadar geniş bir yelpazede farklı ekipmanlar sunmaktadır.
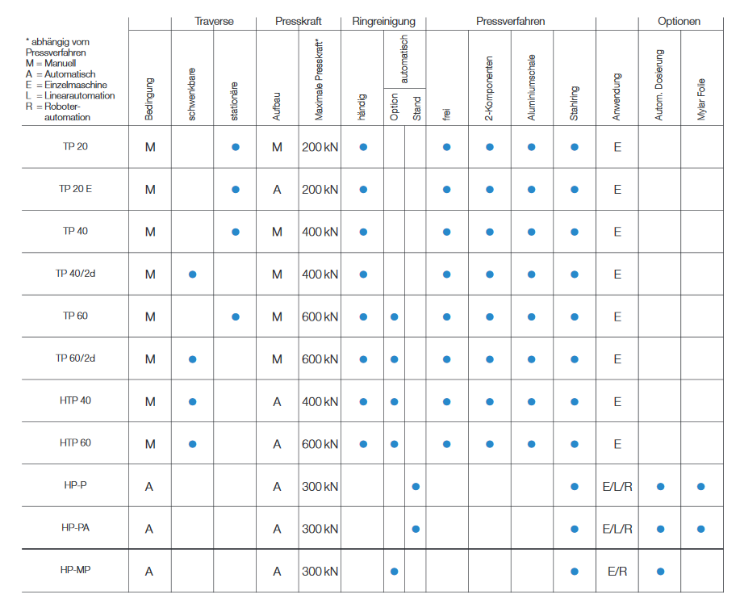
HERZOG numune hazırlık alanında peletleme için manuel ve otomatik makine tedarikçisidir. Küçük veya orta ölçekli numune yüklerine sahip
manuel uygulamalar için mevcut modeller "TP20, TP20E, TP40, TP 40/2d, TP60, TP60/2d, HTP40, HTP60" tipi cihazlardır.
Tüm standart peletleme prosedürleri, manuel pelet presleri kullanılarak tamamlanabilir. Numune malzemesi manuel
olarak doldurulur. Kullanılan modele bağlı olarak, basınç manuel olarak veya bir elektrikli hidrolik ünite
tarafından üretilir.
Otomatik pelet presleri, öğütülmüş malzemeyi pres aletine otomatik olarak dozlayan Herzog HP-MP, HP-P, HP-PA, HP-PD6 modelleridir.
Preslemeden sonra fazla malzeme ve toz çelik halkadan uzaklaştırılır.
HP-P'de, iki farklı malzeme türü arasında çapraz kontaminasyonu önlemek için ikinci bir pres
aracı seçenek olarak kullanılabilir. Hazır pelet otomatik olarak analiz cihazına taşınabilir.
Analizin ardından halka otomatik olarak temizlenir ve bir halka magazininde saklanır.
HP-PD6, difraktometri analizi için numunelerin peletlenmesine özel bir pelet presidir.
Birkaç gram numune malzemesi, çok düşük basınç kullanılarak bir halka halinde peletlenir.
Halka içindeki malzemeyi sabitlemek için, özel bir geri yükleme prosedürü kullanılarak bir alüminyum düğme yerleştirilir.
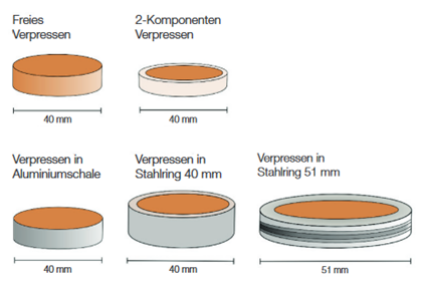
Analitik gerekliliklere bağlı olarak, dört standart presleme yöntemi arasından seçim yapmak mümkündür:
Serbest presleme
İki bileşenli presleme
Alüminyum kaplarda presleme
Çelik halkalarda presleme
Otomatik preslerde numune malzemesi sadece çelik halkalarda preslenebilir çünkü diğer tüm presleme yöntemleri
çok karmaşıktır ve numuneleri işlerken yetersiz stabilite sağlar. Serbest presleme, 2 bileşenin preslenmesi
ve alüminyum kaplarda preslenmesi için, pres aletinin çapını belirli koşullarla serbestçe seçmek mümkündür.
Serbest pres
Sarf malzemesi gerektirmediği için serbest presleme en düşük maliyetli presleme yöntemidir. Numune malzemesinin hassas
dozlaması da gerekli değildir.
2 Bileşenli presleme
2 bileşenin preslenmesi ek bir iş adımı gerektirir, ancak aynı zamanda analiz için küçük numune miktarları
hazırlama imkanı sunar. Besleme magazini (örn. borik asit, Boreox) ilk çalışma adımında dozlanır ve önceden
preslenir. Bunun için özel bir pres aleti kapağı kullanılır. Gerçek numune malzemesi daha sonra ikinci bir
presleme adımında hazırlanan matrise preslenir. Alüminyum kaplarda presleme
Alüminyum kaplarda presleme için, pistonda gazların sıkışmasını önlemek için piston uygun bir havalandırma
oluğuna sahip olmalıdır. Alüminyum kaplar çeşitli çaplarda mevcuttur. Alüminyum kaplar, numuneler arşivlenecekse
önemli bir maliyetin olmaması avantajına sahiptir. Bununla birlikte, alüminyum kaplar, kenarlarda meydana gelen
püskürmeler konusunda hiçbir garanti vermemektedir.
Otomasyon ve yarı oatomasyona dayalı Herzog Hidrolik Peletleme Presleri
Cihaz seçeneklerimizi görmek için aşağıdaki linki tıklayınız.
Herzog çeneli kırıcılar, bir hareketli ve bir sabit kırma ağzı ile donatılmış çeneli kırıcılar olarak tasarlanmıştır.
Makinanın çalışma prensibi kırılacak malzemenin hareketli ağız boyunca ve sabit ağıza doğru bastırılmasını ve basınç ve darbe
uygulanarak ezilmesini içerir. Hareketli çene eksantrik bir mil tarafından hareket ettirilir ve böylece malzemeyi ezip aşağı
doğru hareket ettiren eliptik bir hareket modeline zorlanır. Tane boyutu alt boşluğun genişliğinden küçükse, kırılan malzeme
toplama kabına düşer. Geri tepmesiz hunilerin kullanılması, malzemenin kırma haznesinden dışarı kaçmasını önler.
Bazı otomatik makinelere çift sallayıcı kırıcılar da entegre edilebilir.
Kırımı yapılan malzemeye bağlı olarak çeneli kırıcılar farklı malzemelerden üretilmiş kırma çeneleri ile tedarik edilebilmektedir.
Örneğin Mangan çeliğinden yapılan çenelerin bir özelliği kullanım süresi arttıkça zamanla daha da sertleşmeleridir.
Kırılacak malzemeye bağlı olarak pas oluşumunun beklenebileceği durumlarda paslanmaz çelik önerilir.
Tungsten karbür çeneler aşınmaya karşı özellikle dayanıklıdır. Otomasyon ve yarı oatomasyona dayalı Herzog Çeneli Kırıcı
Cihaz seçeneklerimizi görmek için aşağıdaki linki tıklayınız.
Metal Laboratuvarlarında kimyasal analiz için numune hazırlama türlerinden birisi de dilimlere ayırarak kesit alma şeklinde olabilir.
Bir numune alma bombasıyla silindirik veya konik olarak alınan numuneler (bomba numuneleri de denir) merkezden ayrılırak kesit dilimlerinden birinin
yüzeyi taşlanır veya frezelenir. Daha sonra numunenin kimyasal bileşimi, örneğin optik emisyon spektroskopisi
kullanılarak belirlenebilir. Ayrıca bu numunelerden yanma analizi için küçük pançlar, markalar çıkarılabilir.
Genellikle, özel alaşımlar ve sertleştirilmiş çelik dahil olmak üzere alaşımsızdan yüksek alaşımlı çeliğe kadar hazırlanan numunelerden
kesit almak için aşındırıcı kesme tercih edilen yöntemdir. Herzog Kesit ve Markalama teknolojisinin çok çeşitli faydaları vardır:
Hemen hemen tüm sertlik ve mukavemette metal malzemeler işlenebilir, teknoloji sayesinde kesit yüzeyleri çok iyi bir yüzey kalitesine
sahiptir, numune hazırlık süresi son derece kısadır ve minimum çapak oluşumu vardır.
Çoğu durumda kesme disklerinde aşındırıcı olarak farklı alüminyum oksit karışımları bulunur. Nadir durumlarda silisyum karbür de kullanılır.
Kesme diskinin performansı aynı zamanda tane boyutu, aşındırıcı taneciğin yapışma gücünü temsil eden sertlik derecesi, yapı,
bağlama türü ve takviye ile de belirlenir.
Günümüzde metaller insan yaşamının, endüstrinin, sanayinin ayrılmaz bir parçası haline gelmiştir.
Metallerin esneklik, mukavemet, ısıl dayanıklılık gibi özellikleri, karbon, kükürt, oksijen, nitrojen ve hidrojen elementlerinin
değişik konsantrasyonlarda varlığı ile değişkenlik gösterir. Bu elementlerin konsantrasyonlarındaki küçük değişiklikler bile
esneklik, korozyon eğilimi veya kırılganlık gibi mekanik özellikleri değiştirir. Bu element konsantrasyonlarının son derece
hassas ve hızlı analizi gerektiğinde yanma analizi tercih edilen yöntemdir.
HERZOG, yanma analizi için numunelerin toplanmasına yönelik çeşitli çözümler sunar. Bir yandan, çeşitli freze makinelerinde
Talaş Yakalama Birimi (CCU) kullanılarak frezeleme sırasında talaşlar toplanabilir. Alternatif olarak talaşlar yanma analiz
ünitesine otomatik ve pnömatik olarak gönderilebilir. Öte yandan, disk veya çift kalınlıktaki numunelerden yakma analizi için küçük
parçalar delinebilir. Bu işlemler, yarı otomatik veya tam otomatik versiyon olarak mevcut olan HUST sistemi kullanılarak yapılır.
Yarı otomatik HUST'ta kullanılan matrise bağlı olarak farklı sayıda delikli parça üretilmekte ve bir kap içerisinde sunulmaktadır.
Tam otomatik HUST'ta zımbalanarak markalar haline getirilen parçalar tekli hale getirilir ve analiz için pnömatik olarak bir şarjöre
veya yakma ünitesine gönderilir. HUST, yüzey temizliği için kumlama ünitesi, çok kırılgan numuneler için indüksiyonlu ısıtma ünitesi
ve soğutma ünitesi dahil olmak üzere çeşitli seçeneklerle mevcuttur. HERZOG, yanma analiz cihazlarının tüm önde gelen üreticileriyle
işbirliği yapmaktadır.
Otomasyon ve yarı oatomasyona dayalı Kesit ve Markalama Cihaz seçeneklerimizi görmek için aşağıdaki linki tıklayınız.
Ana metal sanayi sektörü TÜİK'in sınıflandırmasına göre demir-çelik ana sanayi ve demir-çelik dışındaki
ana metal sanayi alt sektörlerinden oluşmaktadır. Demir-çelik dışındaki ana metal sanayi değerli metal,
alüminyum, kurşun, çinko, kalay, bakır ve demir dışındaki diğer metallerin üretimini içermektedir.
Özellikle Optik Emisyon Spektroskopisi (OES) ve aynı zamanda X-ışını Floresan Analizi (XRF),
metalleri ve katı cisimleri analiz etmek için sıklıkla kullanılan yöntemlerdir. Bu analizler hem demir çelik fabrikaları
hem de metal endüstrisinde dökümhanelerde üretimde uygulanmaktadır. Kısa analiz süreleri ve son derece hassas ölçüm sonuçları
temelinde OES, kullanılan alaşımların izlenmesi için tercih edilen yöntemdir. XRF analizlerinde ise, X-ışınları, kimyasal
bileşime karşılık gelen bir floresan emisyonunu uyarır ve okuma yapılır. Bu cihazlar hammadde giriş kalite kontrol, yarı mamul ve mamul
ürünlerin kalite kontrol analizlerinde kullanılır.
Bu analizlerde Standart Referans Malzemelerin değerleri ile numunelerin sonuçları karşılaştırılır.
Analiz edilen numunenin yüzeyinin homojen olması fiili üretimin temsili açısından çok önemlidir.Bu durum başlangıçta
belirttiğimiz demir-çelik ana sanayi ve demir-çelik dışındaki ana metal sanayi alt sektörleri için de geçerlidir.
Çeşitli nedenlerle, bir numunenin üst tabakası normalde incelenmekte olan çelik eriyiklerini temsil etmez. İlk olarak,
sıcak numune yüzeyi ile kısa süreli doğrudan hava teması nedeniyle, numune kabından ayrıldıktan sonra yaklaşık
10 µm kalınlığında bir kireç tabakası oluşur. İkinci olarak, temsili olmayan numune katmanının büyük kısmı, segregasyonlar
olarak bilinen homojensizliklerden oluşur. Bu segregasyonlar, çelik eriyiğinden alınan sıvı çelik katılaşırken katılaşma
cephesinde meydana gelen çözünen maddelerin ayrılması sonucu ortaya çıkar. Bunun nedeni, alaşım elementlerinin katı ve sıvı
fazlardaki farklı çözünürlüklerinde yatmaktadır. Çoğunlukla, bu ayrılmalar tam katılaşmanın ardından da kalır ve kimyasal
bileşimin kalıcı homojensizliklerini temsil eder.
Ek olarak, eriyiğin dışarıdan içeriye doğru katılaşmasının bir sonucu olarak, en son katılaşan dökümün merkezi çoğu durumda
karbon, fosfor, kükürt, bor vb. gibi tipik yan elementlerle aşırı doymuştur. Bu, alaşım bileşimine bağlı olarak, temsili bozulmamış
numune katmanlarının analiz edilebilmesi için numune yüzeyinin yaklaşık 0,3 - 0,6 mm'sinin çıkarılması gerektiği anlamına gelir.
Bu durum, analizlerde ve numune hazırlığında esas olarak freze ve taşlama proseslerini gerektirir. Analizler için numune hazırlama yöntemleri
malzeme ve analiz süreçlerine, aynı zamanda şirket ve laboratuvardaki deneyim ve geleneğine bağlıdır. Otomasyon ve
yarı oatomasyona dayalı taşlama cihaz seçeneklerimizi görmek için aşağıdaki linki tıklayınız.
Ana metal sanayi sektörü TÜİK'in sınıflandırmasına göre demir-çelik ana sanayi ve demir-çelik dışındaki
ana metal sanayi alt sektörlerinden oluşmaktadır. Demir-çelik dışındaki ana metal sanayi değerli metal,
alüminyum, kurşun, çinko, kalay, bakır ve demir dışındaki diğer metallerin üretimini içermektedir.
Özellikle Optik Emisyon Spektroskopisi (OES) ve aynı zamanda X-ışını Floresan Analizi (XRF),
metalleri ve katı cisimleri analiz etmek için sıklıkla kullanılan yöntemlerdir. Bu analizler hem demir çelik fabrikaları
hem de metal endüstrisinde dökümhanelerde üretimde uygulanmaktadır. Kısa analiz süreleri ve son derece hassas ölçüm sonuçları
temelinde OES, kullanılan alaşımların izlenmesi için tercih edilen yöntemdir. XRF analizlerinde ise, X-ışınları, kimyasal
bileşime karşılık gelen bir floresan emisyonunu uyarır ve okuma yapılır. Bu cihazlar hammadde giriş kalite kontrol, yarı mamul ve mamul
ürünlerin kalite kontrol analizlerinde kullanılır.
Bu analizlerde Standart Referans Malzemelerin değerleri ile numunelerin sonuçları karşılaştırılır.
Analiz edilen numunenin yüzeyinin homojen olması fiili üretimin temsili açısından çok önemlidir.Bu durum başlangıçta
belirttiğimiz demir-çelik ana sanayi ve demir-çelik dışındaki ana metal sanayi alt sektörleri için de geçerlidir.
Çeşitli nedenlerle, bir numunenin üst tabakası normalde incelenmekte olan çelik eriyiklerini temsil etmez. İlk olarak,
sıcak numune yüzeyi ile kısa süreli doğrudan hava teması nedeniyle, numune kabından ayrıldıktan sonra yaklaşık
10 µm kalınlığında bir kireç tabakası oluşur. İkinci olarak, temsili olmayan numune katmanının büyük kısmı, segregasyonlar
olarak bilinen homojensizliklerden oluşur. Bu segregasyonlar, çelik eriyiğinden alınan sıvı çelik katılaşırken katılaşma
cephesinde meydana gelen çözünen maddelerin ayrılması sonucu ortaya çıkar. Bunun nedeni, alaşım elementlerinin katı ve sıvı
fazlardaki farklı çözünürlüklerinde yatmaktadır. Çoğunlukla, bu ayrılmalar tam katılaşmanın ardından da kalır ve kimyasal
bileşimin kalıcı homojensizliklerini temsil eder.
Ek olarak, eriyiğin dışarıdan içeriye doğru katılaşmasının bir sonucu olarak, en son katılaşan dökümün merkezi çoğu durumda
karbon, fosfor, kükürt, bor vb. gibi tipik yan elementlerle aşırı doymuştur. Bu, alaşım bileşimine bağlı olarak, temsili bozulmamış
numune katmanlarının analiz edilebilmesi için numune yüzeyinin yaklaşık 0,3 - 0,6 mm'sinin çıkarılması gerektiği anlamına gelir.
Bu durum, analizlerde ve numune hazırlığında esas olarak freze ve taşlama proseslerini gerektirir. Analizler için numune hazırlama yöntemleri
malzeme ve analiz süreçlerine, aynı zamanda şirket ve laboratuvardaki deneyim ve geleneğine bağlıdır. Otomasyon ve
yarı oatomasyona dayalı freze cihaz seçeneklerimizi görmek için aşağıdaki linki tıklayınız.
HERZOG, otomatik numune hazırlama ve kalite kontrol alanında çok geniş bir uygulama yelpazesinde standartlar belirlemiştir.
HERZOG Standart Laboratuvarı, endüstriyel otomasyonda uzun yıllara dayanan deneyim ve uzmanlığımızı yansıtır.
HERZGOG Standart Laboratuvar etkinliğinin hayata geçirilmesiyle, üretimde maksimum performans minimum maliyet hedefliyoruz.
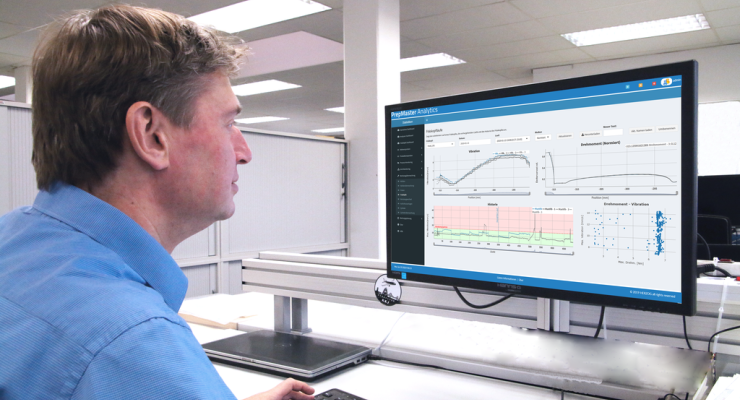
PrepMaster Analytics, tam olarak laboratuvarların ihtiyaçlarına göre tasarlanmış gerçek bir Endüstri 4.0 uygulamasıdır.
PM Analytics, laboratuvardaki tüm ilgili verilerin ve süreçlerin tam olarak izlenmesini ve belgelenmesini sağlar ve tüm önemli
temel performans göstergelerine bütünsel bir genel bakış sağlar. PM Analytics, laboratuvardaki çok sayıda işlemi otomatikleştirir
ve basitleştirir ve entegre sensör teknolojilerini kullanarak numune hazırlama ve analizinin tekrarlanabilirliğini ve doğruluğunu
daha da geliştirme olasılığının önünü açar.
PrepMaster, otomasyon sistemlerinin yönetimi için standart yazılım çözümüdür ve özellikle kalite kontrol laboratuvarlarının
özel gereksinimleri için tasarlanmıştır.
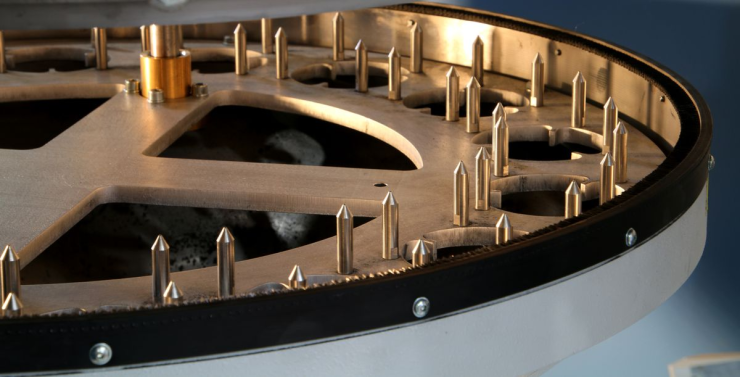
HERZOG tarafından sunulan tüm numune alma danışmanlığı, ürünleri ve hizmetleri, özel olarak
Numune Alma Teorisine (TOS) dayanmaktadır.
HERZOG, çok çeşitli farklı uygulamalarda numune alma, ayırma ve dozajlama çözümleri sunmaktadır.
Bu, uygulama gereksinimlerine göre doğru ve en uygun maliyetli sistemin seçilmesini sağlar.
Ekipmanlarımız, malzeme özellikleri yanı sıra müşterilerin teknik ve proje
özelliklerine uyacak şekilde tasarlanmış ve özelleştirilebilir. Çözümlerimiz dünya çapında
çimento, madencilik ve geri dönüşüm şirketleri dahil çok çeşitli sektörlerde faaliyet gösteren
kuruluşlar tarafından kullanılmaktadır.
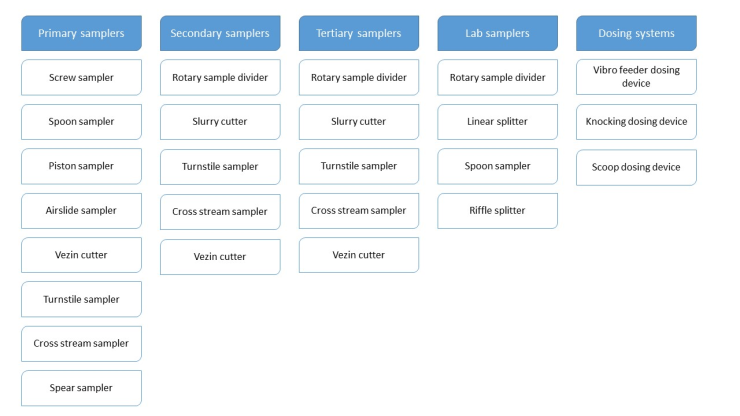
Çeşitli malzemelerden numune almak için önerilen numune alıcılara, ayırıcılara ve dozlama birimlerine
genel bakış ekipman seçimi malzemeye, heterojenliğe, tane boyutuna, hedeflenen doğruluk ve kesinliğe
ve diğer birçok faktöre bağlıdır.
HATA ÖNLEME
Özellikle numune alma ve bölme sistemleri için, belirli malzeme için temsili, yani doğru ve tarafsız
numuneler sağlamaya yüksek öncelik veriyoruz. Durağan partilerin ve hareketli maddenin malzeme
akışlarının örneklenmesi, genellikle hafife alınan veya analitikte bir hata kaynağı olarak
bilinmeyen çok aşamalı bir sürecin başlangıcını oluşturur. Gerçekte, örnekleme hataları,
tipik olarak 10-25 faktörleriyle toplam ölçüm belirsizliği büyüklüğüne sahiptir.
Numune alma hataları, numune alma ve hazırlama sürecinin hemen hemen tüm aşamalarında meydana
gelebilir. Nihai analitik sonuç aS, başlangıç partisi aL'nin bir tahminidir. aL'nin doğruluğu,
örnekleme ve bölme için kullanılan yöntemlerden ve birimlerden önemli ölçüde etkilenir.
HERZOG, yüksek verimliliğe sahip ve birçok müşterinin ihtiyaçlarını karşılayan denenmiş ve test
edilmiş sistemler sunmaktadır. Karmaşık durumlarda, mevcut yaklaşımları değiştirmek veya yeni
yaklaşımlar geliştirmek gerekli olabilir. Sistemler, ölçüm belirsizliğini ve yanlış örnekleme
hatalarını en aza indirmek ve analitik sonuçların nihai doğruluğunu ve geçerliliğini geliştirmek
için Örnekleme Teorisi ilkelerine göre tasarlanmıştır.
Replikasyon Deneyi (RE), her tür numune alma prosedürü ve iş yerindeki ekipmanın etkin varyansını
(hata/belirsizlik) tahmin etmek için oluşturulmuştur. RE, özel deneysel kurulumlar gerektirmez,
ancak doğrudan rutin proses ölçümleri/örnekleme sonuçları üzerinde çalışır. RE, fiili olarak
uygulanan ekipmandan gelen verilerle çalışır ve bu nedenle örnekleyicileri müşteri için en
uygun ortamda nitelendirir. RE, karmaşık istatistiklere başvurmadan anlaşılması kolay, basit
bir % varyans tahmini, Göreceli Örnekleme Değişkenliği (RSV) ile nitelendirilir.









 Çeşitli malzemelerden numune almak için önerilen numune alıcılara, ayırıcılara ve dozlama birimlerine
genel bakış ekipman seçimi malzemeye, heterojenliğe, tane boyutuna, hedeflenen doğruluk ve kesinliğe
ve diğer birçok faktöre bağlıdır.
Çeşitli malzemelerden numune almak için önerilen numune alıcılara, ayırıcılara ve dozlama birimlerine
genel bakış ekipman seçimi malzemeye, heterojenliğe, tane boyutuna, hedeflenen doğruluk ve kesinliğe
ve diğer birçok faktöre bağlıdır.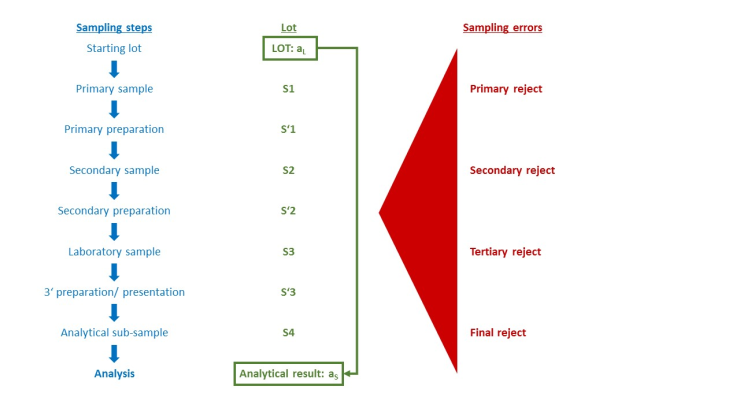 Numune alma hataları, numune alma ve hazırlama sürecinin hemen hemen tüm aşamalarında meydana
gelebilir. Nihai analitik sonuç aS, başlangıç partisi aL'nin bir tahminidir. aL'nin doğruluğu,
örnekleme ve bölme için kullanılan yöntemlerden ve birimlerden önemli ölçüde etkilenir.
Numune alma hataları, numune alma ve hazırlama sürecinin hemen hemen tüm aşamalarında meydana
gelebilir. Nihai analitik sonuç aS, başlangıç partisi aL'nin bir tahminidir. aL'nin doğruluğu,
örnekleme ve bölme için kullanılan yöntemlerden ve birimlerden önemli ölçüde etkilenir.


